Ako a s čím variť titánovú lopatu doma
Lopata je nepostrádateľným vybavením v arzenáli každého vlastníka pôdy. Titánové modely sú vysoko odolné a majú ďalšie dôležité výhody. Niekedy však pri zvýšenom zaťažení bajonetu môže kov prasknúť. Poďme zistiť, ako variť lopata vyrobené z titánu a čo treba pri tomto procese zvážiť.

Obsah článku
Vlastnosti zvárania titánu
Zvárateľnosť tohto kovu je ovplyvnená viacerými faktormi. Po prvé, titán má vysokú chemickú reakciu na plyny vo vzduchu, vrátane dusíka, kyslíka a vodíka. Je tiež dôležité, že kov má väčšiu tendenciu k rastu zŕn, keď teplota prekročí 800 stupňov.
Ak sa titán zahreje na 350 stupňov, začne aktívne absorbovať kyslík. V dôsledku toho sa na povrchu (v oblasti zvárania) vytvorí film, ktorého farba sa mení od žltej po fialovú a postupne sa mení na bielu.
Zahriatie na 500 stupňov vedie k zvýšeniu pevnosti a tvrdosti kovu. Jeho plastické vlastnosti sa však znižujú.
Interakcia titánu a vodíka vedie k škodlivému javu - vodíkovému krehnutiu. Prispieva k zvýšenej krehkosti materiálu. Po vychladnutí titánu zváraný diel po určitom čase odpadne.
Zvýšenie množstva zrna v dôsledku vystavenia vysokým teplotám znižuje pevnosť kovu. Je potrebné pripomenúť, že titán má vysokú teplotu topenia. Pri práci s ním musíte používať veľmi výkonný koncentrovaný zdroj tepla.
Pri zváraní musí byť šev chránený na oboch stranách. Osobitná pozornosť sa venuje príprave okrajov. Netreba ho dlho zohrievať. Pri zváraní titánovej lopaty je potrebné starostlivo sledovať teplotné podmienky. Na ochranu kovu v pracovnej oblasti sa odporúča použiť špeciálne zlúčeniny taviva. Fungovať budú aj kovové lišty. Môžu sa použiť plynové vankúše. Na ich vytvorenie sa používajú balené komory.
V procese odstraňovania chýb na lopate musíte starostlivo dodržiavať bezpečnostné opatrenia. Mali by ste pracovať mimoriadne opatrne.
Potrebné materiály a vybavenie na zváranie titánovej lopaty
Proces bude vyžadovať:
- Zváračka. Musí podporovať režim TIG. Musí mať horák.
- Valec naplnený ochranným plynom. Vhodné je hélium, argón alebo ich zmes.
- Volfrámové elektródy, ktoré sa netavia.
- Plniaci drôt.

Príprava na zváranie doma
Na prípravu kovu na zváranie je potrebné spracovať okraje oblastí, kde sa bude proces vykonávať. Nezabudnite odstrániť kovovú vrstvu s vysokým obsahom kyslíka a dusíka. Prítomnosť týchto častíc v pracovnej oblasti povedie k zhoršeniu vlastností vytvoreného švu. Krehkosť kovu sa zvýši.
Ak majú obrobky hrúbku nie väčšiu ako 4 mm, môžete to urobiť bez rezania okrajov počas zvárania. V ostatných prípadoch sa vykonáva pri zachovaní uhla otvorenia 60 stupňov.
Je tiež potrebné chrániť koreň švu a pracovnú oblasť na zadnej strane. Aj keď liečba nedosiahne opačnú stranu. V skutočnosti, keď titán interaguje s plynmi z okolitého vzduchu, reakcia začína, akonáhle teplota dosiahne 300 stupňov.
Na ochranu švu na rubovej strane sa používajú podložky vyrobené z ocele alebo medi. Musia byť pevne pripevnené. Môžete tiež použiť fúkanie argónu, nasmerované do špeciálnych drážok alebo dovnútra konštrukcie.
Ak je možné proces vykonať bez ochrany vnútornej strany švíkov, je potrebné urobiť prestávky, aby sa povrch nechal vychladnúť. Samotné švy by mali byť krátke, nie viac ako 20 mm.
Spôsob zvárania titánovej lopaty nekonzumovateľnou elektródou (metóda TIG)
TIG je technológia zvárania, ktorá využíva elektródu na báze volfrámu pod ochranou inertných plynov. Jeho jadro sa považuje za netaviace sa. Ide o ručné oblúkové zváranie – medzi elektródou a obrobkom sa vytvorí oblúk a z horáka vychádza ochranný plyn. Prísady sa dodávajú ručne. Elektróda je naostrená pod uhlom 45 stupňov. Prúd sa musí udržiavať v rozmedzí 100 ampérov.
Výrobky do hrúbky 1,5 mm je možné spájať na tupo bez použitia prísad. V ostatných prípadoch sa prút podáva. Prísada musí mať zloženie vhodné pre zliatinu pracovnej oblasti. Pred začatím procesu musí byť žíhaný vo vákuu. Tým sa odstráni vodík. Po uzavretí si prísada zachová svoje vlastnosti maximálne 5 dní.
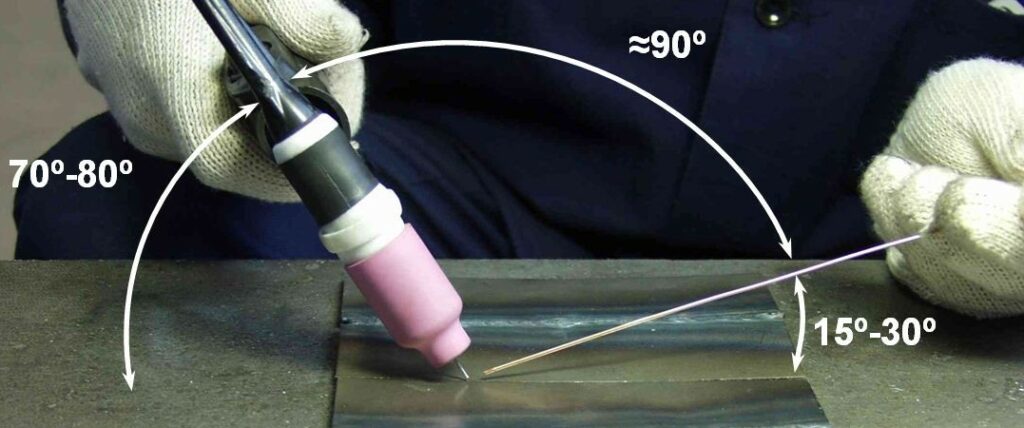
Na vykonanie práce je potrebný prúd konštantnej polarity, ktorého napätie dosahuje 15V. Elektróda musí byť nasmerovaná na povrch pod určitým uhlom - 70–80 °. Prísada sa dodáva kolmo na os elektródy.
Nižšie uvedená fotografia zobrazuje umiestnenie elektródy a prísady pri zváraní TIG akéhokoľvek titánového produktu.
Vytváranie švu sa musí vykonávať presnými pohybmi. Kým pracovná plocha úplne nevychladne, odporúča sa na šev fúkať argón. Proces sa musí vykonávať mimoriadne opatrne.





Rozbil som 2 kusy. To sú zlé lopaty, neverte nikomu. Sú ako hračky. A ak je pôda veľmi ľahká, tak tam kopú vidlami.